

A metalização de eixos se emprega frequentemente nos processos de restauração de máquinas industriais. Com a aplicação de revestimentos especiais, é possível não apenas aumentar a vida útil dos componentes originais, como também recuperar as partes que foram danificadas durante o serviço.


A aplicação de camadas protetoras com processos de aspersão térmica é com toda a certeza, uma atividade muito praticada na indústria. Devido principalmente à sua eficácia e da mesma forma eficiência, durante o reparo de elementos mecânicos. A principal razão da sua utilização não é simplesmente uma facilidade operacional, mas também o baixo custo final.

Frequentemente, os revestimentos metalizados possuem propriedades especiais. Produzindo dessa maneira, uma proteção adicional. Ajudando por conseguinte, a suportar adequadamente as condições de serviço mais exigentes.
Se por exemplo, um rolamento emperrar ou girar causando uma erosão importante num eixo, os enchimentos metálicos podem reconstruir facilmente as partes comprometidas. Pelo contrário, ao invés de substituir o componente, é possível economizar tempo e dinheiro, aplicando produtos resistentes à corrosão, abrasão ou igualmente, atrito metálico.
Mantendo ou melhorando, dessa forma, as condições mais desejadas. E ademais restabelecendo suas dimensões originais.
Produtos indicados para a metalização de eixos
Arame auto ligante para base de metalização


A princípio, este produto é aplicado para produzir uma camada inicial com forte ligação metálica.
Ni = 93,0 % min.
Al = 4,0 % – 5,5 %
Posteriormente, aplicamos o arame inox. 420, para completar o revestimento final. Os depósitos são resistentes ao atrito, abrasão e ademais à corrosão
Analise química (%)
C = 0,25 % – 0,40 %
Si = 0,5 % max.
Mn = 0,6 % max
Cr = 12,0 % – 14,0 %
Ni = 0,6 % max.
Mo = 0,75 % max.
Indicado para a metalização de eixos, principalmente quando é necessária uma restauração dimensional. Os enchimentos são resistentes ao desgaste metálico, cavitação e igualmente; à corrosão.
C = 0,10 % max.
Si = 0.65 % – 1.00 %
Mn = 5,00 % – 8,00 %
Mo = 0,05 % max.
Ni = 8,00 % – 10,00 %
Cr = 17,00 % – 20,00 %
Cu = 0,15 % max.
Etapas previstas
1- Preparação das superfícies. O metal de base deverá ser jateado para que a cobertura pulverizada possa obter uma ligação mecânica adequada.
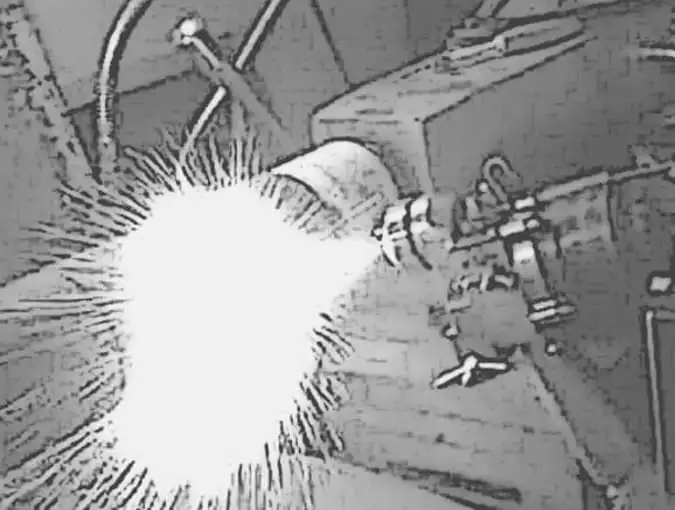
2- Pulverização . A maior parte do trabalho é feito em torno, onde os eixos podem girar facilmente. As pistolas “Arc Spray” ou “Flame Spray” podem ser montadas no porta ferramentas. Produzindo camadas metálicas com um aquecimento baixo nas peças. Minimizando desse modo, distorções e ademais deformações.
3- Acabamento . Os enchimentos podem ser retificados ou do mesmo modo; usinados.